
上海光機(jī)所《JMPT》一種鋁合金激光焊縫氣孔消除的新方法
2020-08-21 17:16:58
作者:本網(wǎng)整理 來源:材料科學(xué)與工程
分享至:


中國(guó)科學(xué)院上海光學(xué)精密機(jī)械研究所高功率光纖激光技術(shù)實(shí)驗(yàn)室在汽車用鋁合金搭接激光焊氣孔消除方面取得新進(jìn)展,提出一種鋁合金激光焊縫氣孔消除的新方法并揭示氣孔消除機(jī)理。傳統(tǒng)激光焊接主要通過單一模式進(jìn)行:熱傳導(dǎo)焊接模式和匙孔深熔焊模式。新的激光焊接方法通過混合模式來實(shí)現(xiàn)激光焊接:匙孔深熔焊模式+熱傳導(dǎo)焊接模式。相關(guān)成果發(fā)表于《材料加工技術(shù)雜志》(Journal of Materials Processing Technology)。
論文鏈接:https://www.sciencedirect.com/science/article/pii/S0924013620302405#!
鋁合金廣泛地應(yīng)用在汽車、航空航天、軌道交通等行業(yè)用,傳統(tǒng)連接方式主要通過機(jī)械連接、電弧焊等實(shí)現(xiàn)。常規(guī)激光焊接鋁合金由于鋁合金表面氧化膜的存在以及液態(tài)鋁合金低表面張力等特性易導(dǎo)致匙孔坍塌、形成氣孔。氣孔大量存在焊縫處,降低了搭接工件之間的有效接合面積,使接頭力學(xué)性能弱,限制了激光焊技術(shù)在鋁合金上的應(yīng)用。
研究團(tuán)隊(duì)提出了一種異于常規(guī)焊接工藝(3.0m/min)的超高掃描速度(43.5m/min)與擺動(dòng)激光束路徑相結(jié)合的新方法,并探明了擺動(dòng)路徑的擺動(dòng)幅度對(duì)焊縫氣孔消除的影響規(guī)律。結(jié)果表明,新方法能夠有效消除氣孔,并且當(dāng)擺動(dòng)幅度大于激光束焦點(diǎn)直徑時(shí),能夠生成幾乎無氣孔焊縫,接頭拉剪強(qiáng)度提升達(dá)到75%以上。一種由深溶焊與熱傳導(dǎo)焊組合的新型焊接模式被提出,并通過實(shí)驗(yàn)驗(yàn)證解釋了該模式對(duì)抑制氣孔的作用機(jī)制。
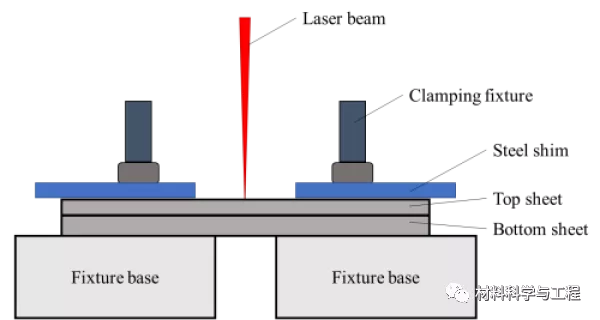
圖1 搭接板激光焊接示意圖
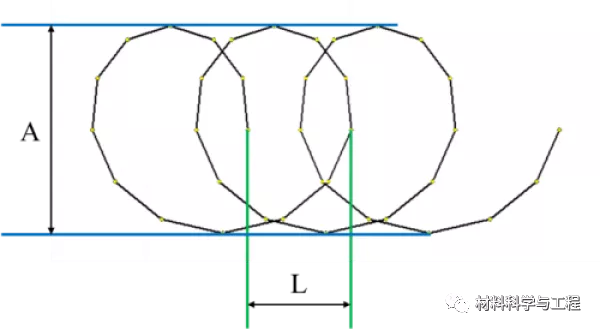
圖2 焊接路徑擺動(dòng)示意圖(其中A表示擺動(dòng)幅度,L表示周期長(zhǎng)度)
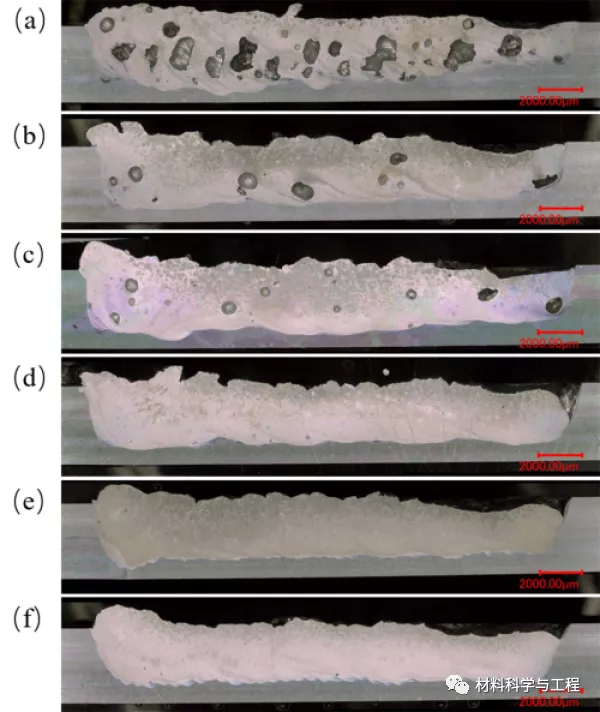
圖3 焊接參數(shù)對(duì)焊縫縱截面氣孔變化的影響 (a) 直線路徑,3.0m/min焊接速度;(b) 擺動(dòng)路徑,擺幅0.4mm;(c) 擺動(dòng)路徑,擺幅0.6mm;(d) 擺動(dòng)路徑,擺幅0.8mm;(e) 擺動(dòng)路徑,擺幅1.0mm;(f) 擺動(dòng)路徑,擺幅1.2mm;其中(b)-(f)焊接速度為43.5m/min。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 中國(guó)科學(xué)院, 上海光學(xué)精密機(jī)械研究所, 高功率光纖
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7130

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):5741